उत्पादों




एलएफटी-डी/जी के लिए ईसीआर-फाइबरग्लास डायरेक्ट रोविंग
एलएफटी-डी/जी के लिए डायरेक्ट रोविंग
LFT-D/G के लिए डायरेक्ट रोविंग सिलान प्रबलित साइजिंग फॉर्मूलेशन पर आधारित है। यह उत्कृष्ट स्ट्रैंड अखंडता और फैलाव, कम रोएँ और गंध, और PP रेज़िन के साथ उच्च पारगम्यता के लिए जानी जाती है। LFT-D/G के लिए डायरेक्ट रोविंग तैयार कंपोजिट उत्पादों को उत्कृष्ट यांत्रिक गुण और ताप प्रतिरोध प्रदान करती है।
उत्पाद विनिर्देश
| उत्पाद कोड | फिलामेंट का व्यास (μm) | रेखीय घनत्व(tex) | संगत राल | उत्पाद की विशेषताएं और अनुप्रयोग |
| EW758Q EW758GL | 14, 16, 17 | 400, 600, 1200, 1500, 2400 | PP | अच्छी रेशेदार संरचना और फैलाव; कम रोएँ और गंध पीपी राल के साथ उच्च पारगम्यता तैयार उत्पादों के अच्छे गुण इसका मुख्य उपयोग ऑटोमोटिव पार्ट्स, भवन एवं निर्माण, इलेक्ट्रॉनिक एवं विद्युत, एयरोस्पेस आदि उद्योगों में होता है। |
| ईडब्ल्यू758 | 14, 16, 17 | 400, 600, 1200, 2400, 4800 | PP
|
एलएफटी के लिए डायरेक्ट रोविंग
एलएफटी के लिए डायरेक्ट रोविंग को सिलान-आधारित साइजिंग एजेंट से लेपित किया जाता है और यह पीपी, पीए, टीपीयू और पीईटी रेजिन के साथ संगत है।
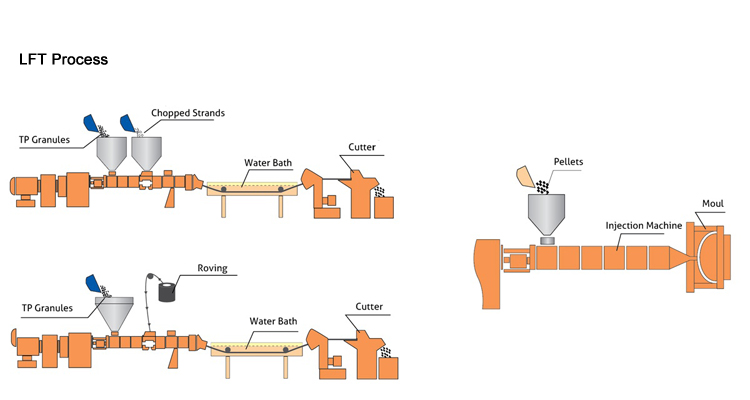
एलएफटी-डी: पॉलीमर पेलेट्स और ग्लास रोविंग को ट्विन-स्क्रू एक्सट्रूडर में डाला जाता है, जहां पॉलीमर पिघलकर यौगिक बनता है। फिर पिघले हुए यौगिक को इंजेक्शन या कम्प्रेशन मोल्डिंग प्रक्रिया द्वारा सीधे अंतिम भागों में ढाला जाता है।
एलएफटी-जी: थर्मोप्लास्टिक पॉलीमर को पिघली हुई अवस्था तक गर्म किया जाता है और डाई-हेड में पंप किया जाता है। निरंतर रोविंग को एक डिस्पर्शन डाई से खींचा जाता है ताकि ग्लास फाइबर और पॉलीमर पूरी तरह से समाहित हो जाएं और ठोस छड़ें प्राप्त हों, फिर ठंडा होने के बाद उन्हें अंतिम उत्पादों में काटा जाता है।







